
 产品展示
产品展示
联系大家
传 真:0371-67993200
地 址:郑州高新技术产业开发区长椿路11号5号楼A单元1层A1号、2层A2号
邮 箱:hk_huanwangqi@126.com
推荐资讯
挤塑机换网器的改进方法详解
编辑:海科编辑部 时间:2020-12-09
常规的挤塑机,在流延或压延挤塑过程中,为了过滤挤出料中的杂质,通常在挤出螺杆末端的挤出螺简部位配有换网器。换网器主要由一字形排列的三个工位的滤板组成(每个工位对应一块滤板),中间工位为工作工位B,一侧为安装工位A,另一侧则为拆换工位C;滤板上设有滤网安装槽,可方便拆换滤网,并且制有多个利于挤出料通过的滤孔;常规的换网器在换网时会造成短时间或瞬间的断料,这对挤出过程中熔融压力和挤出流量都有影响,甚至会造成一-定程度的产品浪费。为此,设备厂家也在对换网器进行不断的改进设计;比如厂家推出的双通道换网器,虽然能实现不间断换网,但换网时却只有其中一个通道工作,也就是说换网:期间的挤出流量减少了一半,因此模具侧熔融压力也就同时会减少,这对生产仍然会产生影响。
本文所要解决的技术问题是克服上述背景技术的不足,提供--种挤塑机换网器的改进,该换网器应能保持挤塑机的熔融压力和挤出流量,并且结构简单、制作便利。
本文提供的技术方案是:挤塑机的连续式换网器,包括在挤塑机的挤出螺简未端水平或垂直设置的导轨、可滑动地嵌在导轨中且制有多个过滤孔的三个滤板以及一推动滤板滑动的油缸;所述的三个滤板一字形排列在轨道上且中间部位的滤板对准并且封堵着挤出螺简的横截面;其特征在于所述的过滤孔全部均匀分布在三个滤板的板面上。
所述油缸的运动方 向与滤板的滑动轨迹共线。
本文的工作原理是:当生产过程中需要换网时,滤板在油缸推动下着沿着导轨滑动;由于三个滤板板面上的过滤孔全部均匀分布,挤出螺简的横截面所对准的工作工位处的滤板滑孔数量保持不变,所以通过滤孔的挤出料的熔融压力和流量也就保持了恒定。
本文的有益效果是:由于过滤孔全部均匀分布在三个滤板板面上,保证了通过滤板的挤出料的熔融压力和流量的恒定,完全解决了现有机构在换网时造成的瞬间断料以及产品浪费的现象。而且,所作的改进结构简单,制作容易方便,成本也低。
具体实施方式
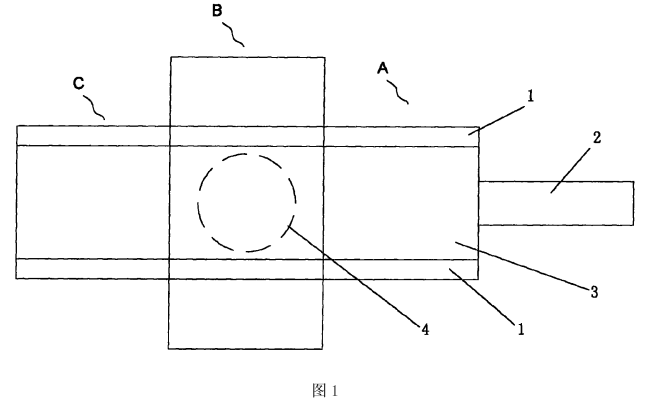
图 1所示的换网器,主要由一字形排列的三个工位的滤板3(每个工位对应一块滤板)组成;中间工位为工作工位B,右侧为安装工位A,左侧则为拆换工位C。三个工位的滤板均在挤塑机的挤出螺简未端水平或垂直设置的导轨1上(图中显示的导轨为水平设置),并保持可滑动状态,另有- -推动滤板滑动的油缸2。换网时,先在安装工位装入一滤板,然后启动油缸2,将该滤板推入工作工位,原先在工作工位的待换滤板则被推至拆换工位,工作人员可将该待换滤板取下,进行必要的维修保养工作。
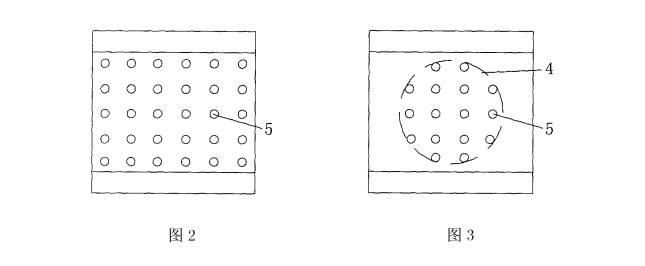
现有的滤板如图3所示,其中的滤孔5仅分布在对应于挤出螺筒4的直径范围内。所以在换网过程中,当滤板在油缸推动(油缸的运动方向与滤板的滑动轨迹共线)下移动后,挤出螺简4所对应的滤孔数量马上减少,相应的通过滤孔的挤出料数量也马上减少,挤出料的熔融压力和流量自然发生了变化。直至换上的滤板滑动至工作工位,挤出螺筒4所对应的滤孔数量才恢复,相应的通过滤孔的挤出料数量也恢复。显然,在换网过程中,挤出料的熔融压力和流量发生变化是无法避免的。
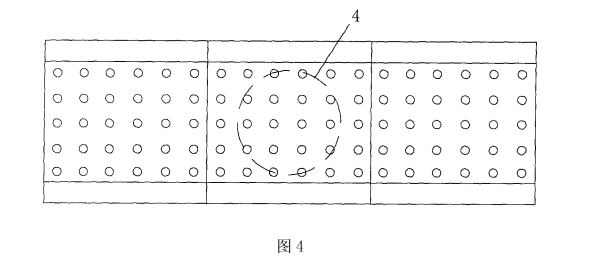
本文提供的连续式换网器,所述的三个滤板板面上的过滤孔全部均匀分布(过滤孔的大小和数量可根据需要确定)。这样,换网器换网过程中,油缸慢速推进,两个并排的滤板就一起滑动着在工作工位进行切换,就能保证挤出螺筒4所对应的滤孔数量始终不变,避免了挤出通道的熔融压力和挤出流量瞬变,进而保证了挤出料的熔融压力和流量的恒定,实现了真正意义上的连续换网。
由于仅仅是滤板.上的滤孔分布结构的变化,显然该改进结构简单,制作容易方便,成本也几乎没有增加。
上一篇:使用换网器降低塑料回收成本
下一篇:换网器操作过程中的注意事项
更多人喜欢




推荐案例